歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860







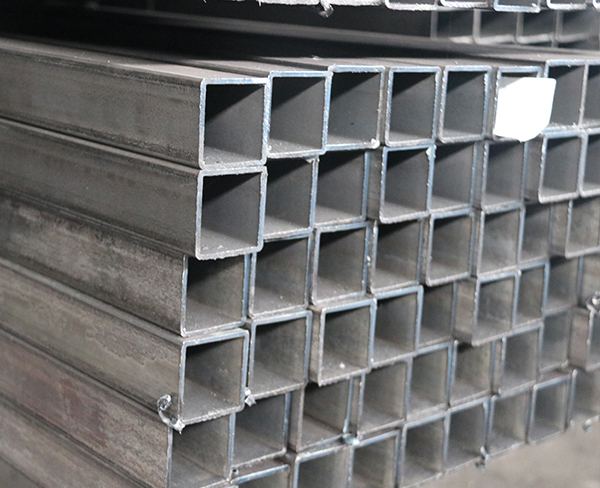
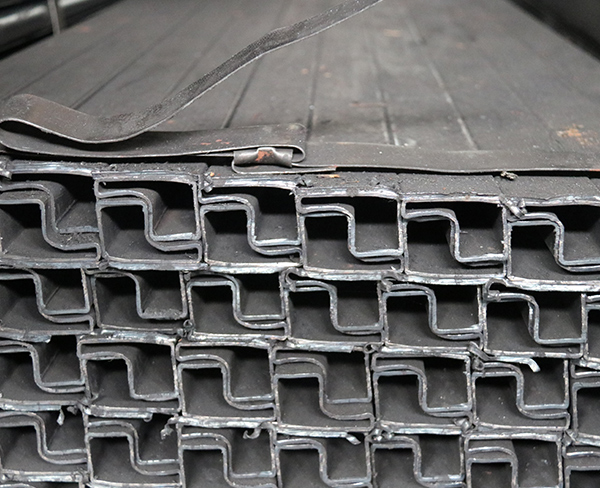
無(wú)縫方管鍍前清洗工藝達到的要求
為了能保證鍍層跟底金屬附接得牢固以及鍍層均勻無(wú)孔,要求304無(wú)縫方管電鍍前的清洗工藝達到下列要求:
1、要電鍍的304無(wú)縫方管表面預先除去毛刺、小泡、銹皮、非金屬的雜物和其他表面的缺陷;
2、為得到均勻的鍍層,304無(wú)縫方管應按照工藝卡上的圖位掛到掛具上去;
3、要鍍的304無(wú)縫方管表面應該完全除去油脂;
4、在電鍍前必須除去304無(wú)縫方管表面的薄層氧化薄膜(用弱腐蝕的方法);
5、清洗操作工序間的間隔時(shí)間應盡可能縮短;
6、清洗操作做完后304無(wú)縫方管產(chǎn)品應立刻進(jìn)入鍍槽。


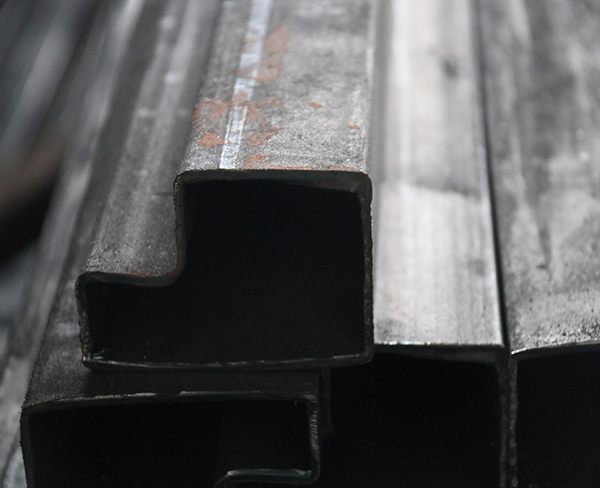
方管的運用壽命是沒(méi)有詳細的運用年限的,都是依據運用環(huán)境與生產(chǎn)工藝改變的。而鍍鋅方管的鍍鋅層是常用的防腐防銹措施,能夠有用增長(cháng)運用壽命,尤其是熱鍍鋅方管能夠做到無(wú)死角對方管進(jìn)行防護,防腐防銹作用也會(huì )好許多。另外鍍鋅的費用并不是太高,綜合來(lái)說(shuō)鍍鋅方管價(jià)格要比方管的價(jià)格低許多。還有重要一點(diǎn)便是判別鍍鋅方管的質(zhì)量。

直縫埋弧焊管按成型方式分為UO(UOE)、RB(RBE)、JCO(JCOE)等多種。將鋼板在成型模內先壓成U形,再壓成O形,然后進(jìn)行內外埋弧焊,焊后通常在端部或全長(cháng)范圍擴徑(Expanding)稱(chēng)為UOE焊管,不擴徑的稱(chēng)為UO焊管。將鋼板輥壓彎曲成型(Roll Bending),然后進(jìn)行內外埋弧焊,焊后擴徑為RBE焊管或不擴徑為RB焊管。將鋼板按J 型-C型-O型的順序成型,焊后進(jìn)行擴徑為JCOE焊管或不擴徑為JCO焊管。上述LSAW 焊管中,管線(xiàn)鋼管,使用普遍的是UOE。高頻電阻焊管ERW主要是通過(guò)高頻電流的趨膚效應和鄰近效應使管胚邊緣融化,x42管線(xiàn)鋼管,然后在擠壓輥的作用下進(jìn)行壓力焊接,其特點(diǎn)是沒(méi)有外來(lái)填充金屬,熱影響區小,生產(chǎn)。螺旋縫焊管SSAW用于長(cháng)輸線(xiàn)管已有很長(cháng)歷史,是我國目前主要采用的管線(xiàn)管。

掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com