歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860








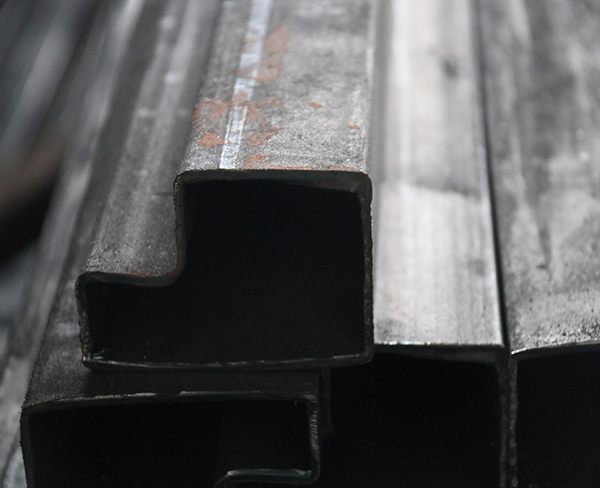

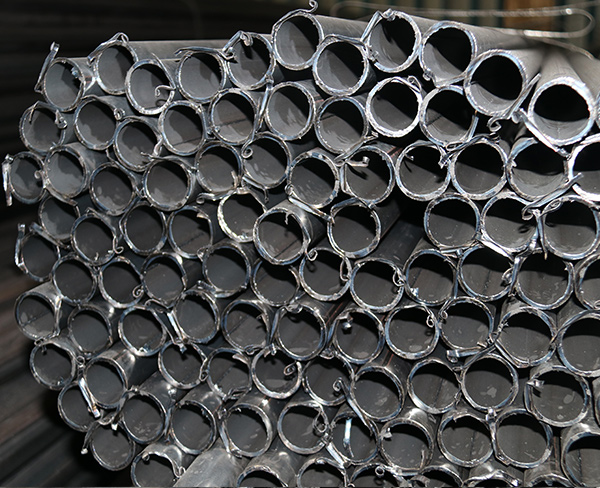
不銹鋼焊管可分為鐵素體不銹鋼焊管和奧氏體不銹鋼焊管,鐵素體和奧氏體不銹鋼焊管的焊接及焊后熱處理是怎樣的呢?
1、對于普通鐵素體不銹鋼無(wú)縫管,可采用手工焊條電弧焊。氣體保護焊、等離子弧焊等熔焊方法。具體焊接時(shí),應采用小的熱輸入,少層次焊接,以減少焊縫和HAZ晶粒過(guò)分長(cháng)大和C、N化物析出,引起接頭脆化和晶間腐蝕傾向。
2、焊前預熱
用同種焊材焊接,不銹鋼無(wú)縫管壁厚厚度≤6mm可不預熱,6mm以上時(shí)為了防止脆化引起的冷裂紋需要預熱100-250℃使被焊接結構處于好的狀態(tài)和減少焊接接頭的收縮應力。隨著(zhù)鐵素體不銹鋼管Cr含量提高,預熱溫度應適量提高。




掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com