歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860






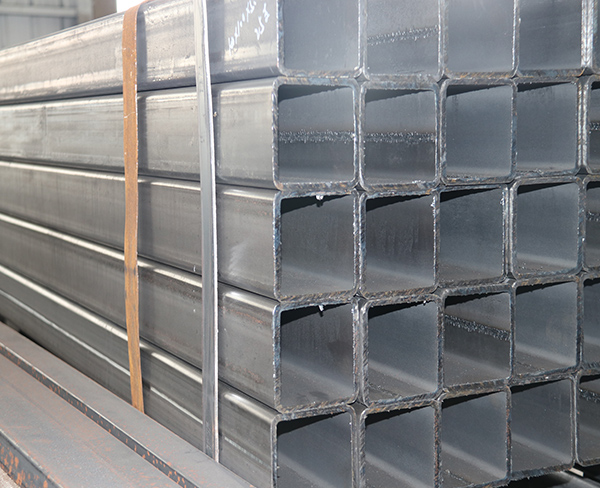


不銹鋼焊管按照表面處理方式不同來(lái)劃分,可分為帶焊縫酸洗焊管與拋光不銹鋼焊管。那么,不銹鋼焊管酸洗與拋光有什么不同呢?
1、帶焊縫酸洗不銹鋼焊管壁厚均勻,具有較強的承壓力。拋光不銹鋼焊管經(jīng)過(guò)人工拋光處理會(huì )使原材料壁厚變薄,尤其是焊縫處,一般焊縫處壁厚越薄承壓能力就越小。
2、帶焊縫酸洗不銹鋼焊管保證奧氏體不銹鋼焊管的性能,大部分不銹鋼焊管以?shī)W氏體不銹鋼作為原材料是無(wú)磁或弱磁。而拋光不銹鋼焊管經(jīng)過(guò)拋光處理之后造成化學(xué)成分波動(dòng),使奧氏體不銹鋼含有磁性。
3、帶焊縫酸洗不銹鋼焊管抗腐蝕能力強。拋光不銹鋼焊管拋掉了原材料酸洗后形成的鈍化層,使拋光不銹鋼焊管在正常環(huán)境里也容易生銹,抗腐蝕能力減弱。
4、帶焊縫酸洗不銹鋼焊管質(zhì)量更穩定。拋光不銹鋼焊管為了掩飾材料表面的水花、重皮以及凹陷點(diǎn)必須拋光處理,甚至一條不銹鋼焊管上會(huì )拼接多條縱橫焊縫,這樣的拋光不銹鋼焊管原材料質(zhì)量不能保證,不銹鋼焊管本身的質(zhì)量更不能保證。
5、帶焊縫酸洗不銹鋼焊管更具有實(shí)用性。工業(yè)用焊管,主要利用不銹鋼焊管本身的機械性能、腐蝕性能或者通道性能,對于不銹鋼焊管表面光澤度要求相對較低,裝飾焊管、衛生級焊管除外。所以工業(yè)用不銹鋼焊管沒(méi)有必要使用成本高的拋光不銹鋼焊管。

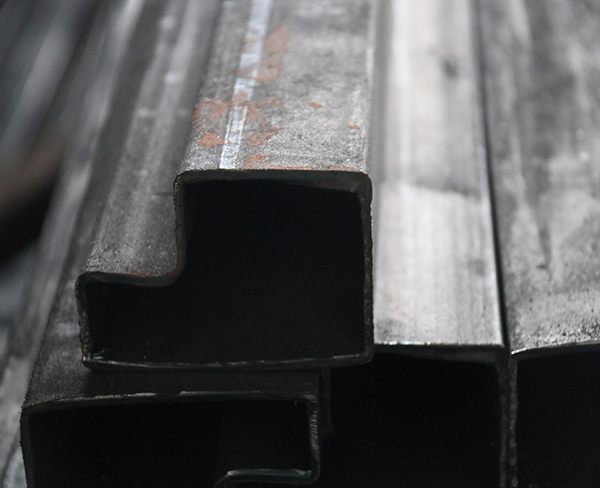
不銹鋼焊管有時(shí)候會(huì )出現厚度不均的現象,這是與原材料有關(guān)系的。如果不銹鋼焊管出現壁厚不均的現象該如何處理呢?有什么好的方法可以解決這一現象?
一般情況下不銹鋼焊管的壁厚不均,主要體現為螺旋狀壁厚不均、直線(xiàn)狀壁厚不均及頭尾部壁厚偏厚、偏薄等。連軋工藝調整的影響是導致成品不銹鋼焊管壁厚不均的重要因素。比如螺旋狀壁厚不均成因是:
1、穿孔機軋制線(xiàn)不正、兩軋輥的傾角不等或頂頭前壓下量太小等調整原因造成的壁厚不均,一般沿鋼管的全長(cháng)呈螺旋狀分布。
2、在不銹鋼焊管軋制過(guò)程中定心輥打開(kāi)過(guò)早、定心輥調整不當以及頂桿抖動(dòng)等造成的壁厚不均,一般沿鋼管全長(cháng)呈螺旋狀分布。
可以采取的措施是:
1、調整穿孔機軋制線(xiàn),使兩軋輥的傾角相等,按軋制表給定參數調整軋管機。
2、針對二種情況,根據不銹鋼焊管出口速度調整定心輥打開(kāi)時(shí)間,軋制過(guò)程中定心輥不要打開(kāi)過(guò)早,以防止頂桿抖動(dòng),造成壁厚不均。定心輥開(kāi)口度需要根據毛管直徑的變化作適當調整,并考慮毛管跳動(dòng)量的大小。


掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com