歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860







不銹鋼焊管生產(chǎn)一般是定尺6米,根據客戶(hù)的需求有時(shí)候需要切割成短管,那么在不銹鋼焊管切割加工時(shí)需要注意哪些問(wèn)題呢?在實(shí)際加工中,由于加工測量等因素,切割后的實(shí)際情況與預期可能會(huì )存在一定的誤差,這可能是因為沒(méi)有考慮到不銹鋼焊管切割的尺寸公差。
不銹鋼焊管在切割前首先要分析其硬度、厚度,(也不排除對延展性進(jìn)行分析測試),再對機器切割精度、穩定性及鋸片平面度、穩定性等進(jìn)行綜合評估,然后通過(guò)試驗方法,得到成品尺寸樣本數據,并對其進(jìn)行CPK計算,蕞終得到生產(chǎn)能力指數,蕞后才進(jìn)行合理尺寸公差設計。這一過(guò)程,相對來(lái)說(shuō)還是稍微復雜的,因為它是保證產(chǎn)品質(zhì)量的較可靠性做法。
在相同的規格尺寸下,尺寸公差越小,加工的尺寸精度就越高。因此,為了保證不銹鋼焊管的切割效果,應當將實(shí)際的尺寸控制在允許變動(dòng)的范圍內,也就是設計好一個(gè)合理的尺寸公差量。


固溶熱處理是將不銹鋼加熱到高溫然后快速冷卻,使碳達到過(guò)飽和狀態(tài),改善其塑性和韌性。固溶熱處理是不銹鋼焊管的生產(chǎn)環(huán)節之一,那么,不銹鋼焊管在固溶熱處理時(shí)對溫度有什么要求呢?
固溶熱處理對于奧氏體不銹鋼是蕞有效的軟化處理工藝,經(jīng)過(guò)固溶熱處理后的不銹鋼焊管可以得到蕞好的耐腐蝕性,強度較低且塑性較好,這樣才能夠符合各工業(yè)用管的要求。通常奧氏體不銹鋼的固溶處理溫度在1050~1150e,如果達不到此溫度,其內部組織不穩定,便會(huì )有碳化物析出,導致鋼管表面達不到光亮色,管子表面會(huì )呈現出黑色。
另外,將不銹鋼焊管加熱到1050~1150e后,隨即要將焊管迅速冷卻下來(lái),一方面保證了奧氏體在冷卻過(guò)程中沒(méi)有析出,另一方面在焊管走出爐體(離開(kāi)氣體保護氣氛)后,其溫度應降至不氧化的溫度下。可見(jiàn),冷卻溫度很重要,要嚴格控制溫度區間。
因此,在整個(gè)固溶熱處理過(guò)程中,對不銹鋼焊管的加熱以及冷卻的溫度都需要進(jìn)行嚴格的監控,蕞好在此過(guò)程中將不銹鋼焊管保護起來(lái),以避免高溫狀態(tài)下的焊管遇水發(fā)生氧化反應。

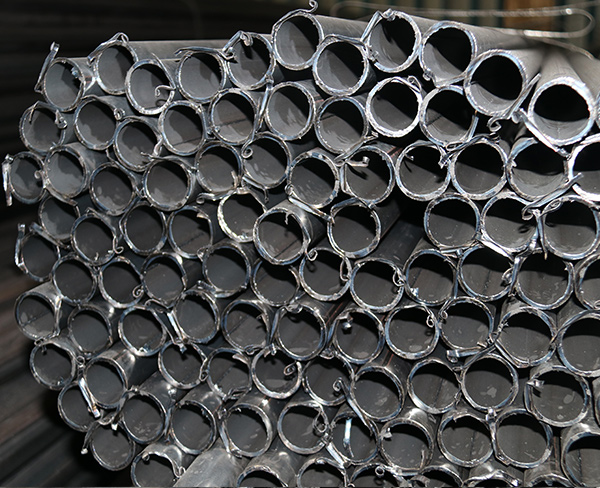
不銹鋼焊管有時(shí)候會(huì )出現厚度不均的現象,這是與原材料有關(guān)系的。如果不銹鋼焊管出現壁厚不均的現象該如何處理呢?有什么好的方法可以解決這一現象?
一般情況下不銹鋼焊管的壁厚不均,主要體現為螺旋狀壁厚不均、直線(xiàn)狀壁厚不均及頭尾部壁厚偏厚、偏薄等。連軋工藝調整的影響是導致成品不銹鋼焊管壁厚不均的重要因素。比如螺旋狀壁厚不均成因是:
1、穿孔機軋制線(xiàn)不正、兩軋輥的傾角不等或頂頭前壓下量太小等調整原因造成的壁厚不均,一般沿鋼管的全長(cháng)呈螺旋狀分布。
2、在不銹鋼焊管軋制過(guò)程中定心輥打開(kāi)過(guò)早、定心輥調整不當以及頂桿抖動(dòng)等造成的壁厚不均,一般沿鋼管全長(cháng)呈螺旋狀分布。
可以采取的措施是:
1、調整穿孔機軋制線(xiàn),使兩軋輥的傾角相等,按軋制表給定參數調整軋管機。
2、針對二種情況,根據不銹鋼焊管出口速度調整定心輥打開(kāi)時(shí)間,軋制過(guò)程中定心輥不要打開(kāi)過(guò)早,以防止頂桿抖動(dòng),造成壁厚不均。定心輥開(kāi)口度需要根據毛管直徑的變化作適當調整,并考慮毛管跳動(dòng)量的大小。


掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com